


ද්රව්ය
| සිරුර | ඇලුමිනියම් (5052) | යකඩ | මල නොබැඳෙන වානේ ● | |
| අවසන් කරන්න | ඔප දමා ඇත | සින්ක් ආලේපිත | ඔප දමා ඇත | |
| මැන්ඩෙල් | යකඩ | මල නොකන වානේ | යකඩ | මල නොබැඳෙන වානේ ● |
| අවසන් කරන්න | සින්ක් ආලේපිත | ඔප දමා ඇත | සින්ක් ආලේපිත | ඔප දමා ඇත |
| හිස වර්ගය | Dome, CSK, Large Flange | |||
පිරිවිතර
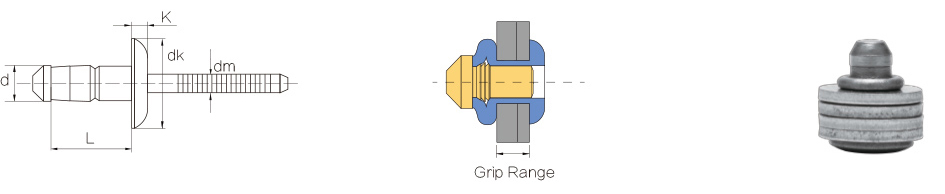
| ප්රමාණය | සරඹ | කොටස අංක. | M | ග්රහණය පරාසය | B | K | E | ෂියර් | ආතන්ය |
| උපරිම | උපරිම | උපරිම | උපරිම | KN | KN | ||||
| 3.2 (1/8") |  | BBP61-0408 | 8.9 | 1.0-3.0 | 6.6 | 1.1 | 2.1 | 1.6 | 2.0 |
| BBP61-0411 | 11.4 | 3.0-5.0 | 6.6 | 1.1 | 2.1 | 1.7 | 2.0 | ||
| BBP61-0414 | 13.6 | 5.0-7.0 | 6.6 | 1.1 | 2.1 | 3.2 | 2.0 | ||
| 4.0 (5/32") |  | BBP61-0509 | 10.1 | 1.0-3.0 | 8.0 | 1.5 | 2.6 | 5.2 | 4.0 |
| SSP01-0512 | 12.5 | 3.0-5.0 | 8.0 | 1.5 | 2.6 | 5.2 | 4.0 | ||
| BBP61-0516 | 15.1 | 5.0-7.0 | 8.0 | 1.5 | 2.6 | 5.2 | |||
| 4.8 (3/16") |  | BBP61-0611 | 12.9 | 1.5-3.5 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 |
| BBP61-0614 | 15.5 | 3.5-6.0 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 | ||
| BBP61-0618 | 18.5 | 6.0-8.5 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 |
අයදුම්පත
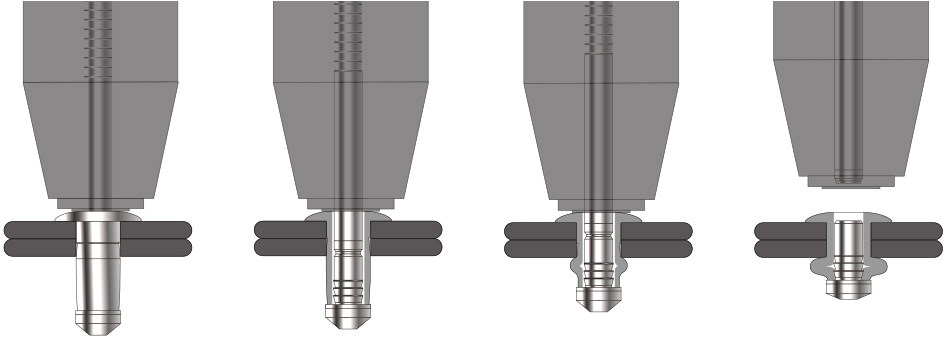
Uni-Grip වර්ගයේ අන්ධ රිවට් යනු ව්යුහාත්මක ආකාරයේ අන්ධ රිවට් ය.යුනි ග්රිප් වර්ගයේ අන්ධ රිවට් රිවට් රිවට් රිවට් කිරීමේදී රිවට් රයිෆල් තනි-ඩ්රම් වර්ග වලට ඇද, රිවට් කළ යුතු ව්යුහාත්මක කොටස් දෙක තද කර ව්යුහාත්මක කොටසේ මතුපිට පීඩනය අඩු කරයි.එය ඉහළ තීව්රතාවයකින් රිවට් කිරීම සඳහා සුදුසු වේ.සිහින් ව්යුහගත කොටස්.riveting කුහරවල විරූපණය වැළැක්වීම සහ riveting කොටස් විනාශ කිරීම වැළැක්වීම සඳහා එය රිවට් කොටස් මත යම් ආරක්ෂිත බලපෑමක් ඇත.
සාමාන්ය යුනි ග්රිප් වර්ගයේ අන්ධ රිවට් වල ප්රධාන අරමුණ වන්නේ වාහන, නැව්, ගොඩනැගිලි, යන්ත්රෝපකරණ, විදුලි, ගුවන් යානා, බහාලුම්, සෝපාන සහ වෙනත් කර්මාන්ත සඳහා ය.
Blind Rivets වල මලකඩ වැළැක්වීමේ ක්රම මොනවාද?
1. ප්ලේට් කිරීම
අන්ධ රිවට් ප්ලේටින් කිරීම, මෙම ක්රමය ලෝහ විසඳුම බවට රිවට් දමා, පසුව ලෝහ මෙම ස්ථරය මත බොහෝ බලපෑම් ඇති මතුපිට ලෝහ ස්ථරයක් අයදුම් කිරීමට වත්මන් භාවිතා කරන්න.
2. යාන්ත්රික ආලේපනය
අන්ධ රිවට් වල යාන්ත්රික ආලේපනය යනු අන්ධ රිවට් මතුපිටට යම් බලපෑමක් ඇති බව සහතික කිරීම සඳහා අන්ධ රිවට් වෑල්ඩින් කරන ලෝහ අංශු සීතල කිරීමට ඉඩ දීමයි.යාන්ත්රික ආලේපනය සහ විද්යුත් ආලේපනය මූලික වශයෙන් සමාන වේ, නමුත් ක්රම වෙනස් වේ.එහි ප්රතිඵල ද එසේම යැයි කිව හැකිය.
3. උණුසුම් ප්රතිකාර
අන්ධ රිවට් මතුපිට තාප පිරියම් කිරීම සඳහා, සමහර පොප් රිවට් මතුපිට සාපේක්ෂ වශයෙන් දෘඩ වේ, එබැවින් පොප් රිවට් ප්රමාණවත් තරම් තද බව සහතික කිරීම සඳහා ඔබට පොප් රිවට් රත් කළ හැකිය.තාප පිරියම් කිරීම සිදු කරනු ලබන්නේ එබැවිනි.
4. මතුපිට නිෂ්ක්රීය කිරීම
අන්ධ රිවට් මතුපිට පසු කිරීම ප්රධාන කාර්යයන් දෙකක් ඇත.එකක් නම් රිවට් වල තද බව වැඩි කිරීම සහ අනෙක අන්ධ රිවට් වල ඔක්සිකරණ මට්ටම විශාල ලෙස අඩු කිරීමයි.
-

ඇලුමිනියම් සමග ඇලුමිනියම් මැන්ඩ්රල් ට්රයි-ෆෝල්ඩ් බ්ලයින්ඩ් ආර්...
-

වායුමය අන්ධ රිවට් තුවක්කුව
-

මල නොබැඳෙන වානේ විවෘත වර්ගය සහිත මල නොබැඳෙන වානේ ...
-

Steel Uni Grip Rivet High Strength Structural B...
-

ඇලුමිනියම් වානේ මැන්ඩ්රල් විශාල ෆ්ලැන්ජ් වර්ගය B...
-

මල නොබැඳෙන වානේ මැන්ඩ්රල් ලා සමඟ මල නොබැඳෙන වානේ ...









